Инструмент применяемый для проверки прямолинейности цилиндрической формы. Лазерные системы для контроля прямолинейности, измерения плоскостности, проверки параллельности. Отклонения формы рулона
К атегория:
Измерения
Инструменты для контроля плоскостности и прямолинейности
Под измерением понимается сравнение одноименной величины (длины с длиной, угла с углом, площади с площадью и т. д.) с величиной, принимаемой за единицу.
Все средства измерения и контроля, применяемые в слесарном деле, можно разделить на контрольно-измерительные инструменты и измерительные приборы.
К первой группе относят:
– инструменты для контроля плоскостности и прямолинейности;
– плоскопараллельные концевые меры длины (плитки);
– штриховые инструменты, воспроизводящие любое кратное или дробное значение единицы измерения в пределах шкалы (штангенинструменты, угломеры с нониусом);
– микрометрические инструменты, основанные на действии винтовой пары (микрометры, микрометрические нутромеры и глубиномеры).
К группе измерительных приборов (вторая группа) относят:
– рычажно-механические (индикаторы, индикаторные нутромеры, рычажные скобы, миниметры);
– оптико-механические (оптиметры, инструментальные микроскопы, проекторы, интерферометры);
– электрические (профилометры и др.). Указанные выше измерительные средства являются точным, дорогостоящим инструментом, поэтому при пользовании им и хранении необходимо соблюдать правила, изложенные в соответствующих инструкциях.
Лекальные линейки изготовляют трех типов: с двусторонним скосом (ЯД) длиной 80, 125, 200, 320 и (500) мм; трехгранные (ЛТ) - 200 ,и 320 мм и четырехгранные (ЛЧ) – 200, 320 и (500) мм (рис. 365, а-в). Проверка прямолинейности лекальными линейками производится по способу световой щели (на просвет) или по способу следа. При проверке прямолинейности по способу световой щели лекальную линейку накладывают острой кромкой на проверяемую поверхность, а источник света помещают сзади линейки и детали. Линейку держат строго вертикально на уровне глаз, наблюдая за просветом между линейкой и поверхностью в разных местах по длине линейки. Наличие просвета между линейкой и деталью свидетельствует об отклонении от прямолинейности. При достаточном навыке такой способ контроля позволяет уловить просвет от 0,003 до 0,005 мм (3 - 5 мкм).
При проверке способом следа рабочим ребром линейки проводят по чистой проверяемой поверхности. Если поверхность прямолинейна, на ней останется сплошной след; если нет, то след будет прерывистым (пятнами).
Поверочные линейки с широкой рабочей поверхностью изготовляют четырех типов (сечений): прямоугольные ШП, двутавровые ШД, мостики ШМ, угловые трехгранные УТ.
В зависимости от допустимых отклонений от прямолинейности поверочные линейки типов ШП, ШД и ШМ делят на три класса: 0,1 и 2-й, а линейки типа УТ - на 2 класса: 1-й и 2-й. Линейки 0-го и 1-го классов применяют для контрольных работ высокой точности, а линейки 2-го класса - для монтажных работ средней тосности.

Рис. 1. Линейки лекальные поверочные: а - ЛД с двусторонним скосом, б - J1T трехгранйые, в - ЛЧ четырехгранные

Рис. 2. Проверка лекальной линейкой по способу световой щели на просвет: а - положение глаза, б - установка линейки, 1 - линейка, 2 - плита

Рис. 3. Линейки с широкой рабочей поверхностью: а - прямоугольные ШП, б - двутавровые ШД, в - мостик ШМ, г - угловая трехгранная (клинья) УТ

Рис. 4. Проверка прямолинейности линейками: а - ШД, б - с мостиком ШМ с помощью полосок папиросной бумаги
Проверка прямолинейности и плоскостности этими линейками производится по линейным отклонениям и по краске (способ пятен). При измерении линейных отклонений от прямолинейности линейку укладывают на проверяемую поверхность или на две мерные плитки одинакового размера. Просветы между линейкой и контролируемой поверхностью измеряют щупом.
Точные результаты дает применение полосок папиросной бумаги, которые с определенными интервалами укладывают под линейку. Вытягивая полоску из-под линейки, по силе прижатия каждой из них судят о величине отклонения от прямолинейности.
При проверке на краску рабочую поверхность линейки покрывают тонким слоем краски (сажа, сурик), затем линейку накладывают на проверяемую поверхность и плавно без нажима перемещают по проверяемой поверхности. После этого линейку осторожно снимают и по расположению, количеству, величине пятен на поверхности судят о прямолинейности поверхности. При хорошей плоскостности пятна краски располагаются равномерно по всей поверхности. Чем больше количество пятен на проверяемой поверхности квадрата 25х 25 мм, тем выше плоскостность. Трехгранные поверочные линейки изготовляют с углами 45, 55 и 60°.
Поверочные плиты применяют главным образом для проверки широких поверхностей способом на краску, а также используют в качестве вспомогательных приспособлений при различных контрольных работах в цеховых условиях. Плиты делают из серого мелкозернистого чугуна. По точности рабочей поверхности плиты бывают четырех классов: 0,1, 2 и 3-й; первые три класса - поверочные плиты, четвертый - разметочные. Проверка на краску с помощью поверочных плит выполняется, как описано выше.
Плиты оберегают от ударов, царапин, загрязнения, после работы тщательно вытирают, смазывают минеральным маслом, скипидаром или вазелином и накрывают деревянным щитом (крышкой).
Линейки ШД, ШМ и УТ недопустимо хранить прислоненными друг к другу, к стене под некоторым углом: они прогибаются и становятся негодными.
Проверку прямолинейности и плоскостности выполняют в основном линейками и поверочными плитами .
Проверка линейкой осуществляется сравнением поверяемой поверхности с образцовой методом «на просвет», а проверка с помощью плиты - методом «на краску» и определением величины зазора щупом. Достигаемая точность измерений - до 0,01 мм.
Линейки поверочные. ГОСТ 8026-75 предусматривает выпуск инструментальными заводами поверочных линеек семи типов (табл. 55).
Материалом для изготовления линеек ЛД, ЛТ и ЛЧ служит сталь марки X, HRC 58-61 (ГОСТ 5.1450-72); ШП, ШД - сталь У7, 50 или 60, HRC 50-53; ШМ, УТ -серый чугун СЧ 18-36 или ВЧ 45-5, НВ 170-229.
Отклонение углов между рабочими поверхностями линеек УТ не должно превышать ±5" у линеек 1-го класса и ±10" - у линеек 2-го класса.
У линеек ШМ и УТ рабочие поверхности должны быть шаброваны . Проверка их осуществляется на поверочной плите методом «на краску» с числом пятен в квадрате 25×25 мм не менее 30 для линеек класса 0; 25 - для линеек класса 1; 20 - для линеек класса 2.
Плиты поверочные и разметочные (технические требования по ГОСТ 10905-75). Стандартом предусмотрены плиты чугунные размером до 4000×1600 мм, изготовленные с шаброванной и нешаброванной рабочей поверхностью классов точности - 0, 1, 2 и 3.
55. Основные размеры и классы точности линеек поверочных



Плиты классов 2 и 3 относят обычно к категории разметочных, рабочие поверхности этих плит могут быть разделены на прямоугольники продольными и поперечными неглубокими канавками.
Материалом плит служит серый чугун марки не ниже СЧ 18-36, НВ 170-230.
В табл. 56 приведены данные о размерах плит и требования к их точности.
У плит, предназначенных для работы по методу «на краску», рабочие поверхности должны быть шаброваны с числом пятен в квадрате 25X25 мм не менее 30 для плит класса 0; 25 - для плит класса 1; 20 - для плит класса 2.
56. Размеры и классы точности плит поверочных и разметочных


Плиты всех размеров и классов точности после отливки и механической обработки подвергают старению.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТАЛЛОПРОДУКЦИЯ
Методы измерения отклонений формы
ГОСТ 26877-91
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Дата введения 01.07.92
Настоящий стандарт устанавливает методы измерения отклонений, формы блюмов, слябов, листов, ленты, полосы, рулона, прутков, труб, профилей горячекатаных и гнутых, катанки и проволоки из черных и цветных металлов и сплавов. Термины и пояснения отклонений формы металлопродукции приведены в приложении 1.
1. СРЕДСТВА ИЗМЕРЕНИЯ
Для измерения отклонений формы применяют стандартизированные ручные средства измерения, приведенные в приложении 2, а также нестандартизованные автоматические, приведенные в приложении 3. Допускается применять другие средства измерения, прошедшие госиспытания или метрологическую аттестацию в органах государственных или ведомственных служб и удовлетворяющие по точности требованиям настоящего стандарта.2. ПОДГОТОВКА К ИЗМЕРЕНИЮ
2.1. Для измерения отклонения формы металлопродукцию укладывают на плоскую поверхность, например поверочную плиту или стеллаж. 2.2. Металлопродукция на плоскости должна лежать свободно без воздействия каких-либо внешних сил, например, нажима, натяжения, кручения, если в стандартах на конкретный вид проката не установлены другие требования.3. ПРОВЕДЕНИЕ ИЗМЕРЕНИЙ
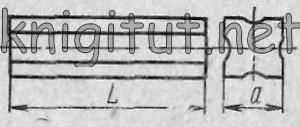
3.1. Отклонения от плоскостности и прямолинейности измеряют на всей длине металлопродукции или на длине 1000 мм, если в стандартах на конкретный вид проката не установлены другие требования. 3.2. Волнистость, коробоватость и прогиб определяют по наибольшему значению D между плоской поверхностью и нижней поверхностью металлопродукции или между верхней поверхностью и прилегающей плоскостью или прямой, параллельной плоской поверхности. Измерения проводят одним из способов: 1) с помощью приложенной к торцу металлопродукции в вертикальном положении измерительной линейки, штангенглубиномера или щупа (черт. 1 и 2);

2) с помощью прилегающей к верхней поверхности жесткой стальной линейки и измерительной линейки, расположенной вертикально (черт. 3);

3) с помощью прилегающей к верхней поверхности натянутой стальной струны и измерительной линейки, расположенной вертикально (черт. 4);

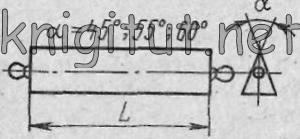
4) индикатором, укрепленным на кронштейне и перемещающимся параллельно плоскости расположения металлопродукции. Волнистость, коробоватость и прогиб выражаются в миллиметрах или процентах на нормируемую длину. Длина волны выражается в миллиметрах. При необходимости определяют длину волны (L) измерением расстояния между точками прилегания поверхности к металлопродукции с помощью измерительной стальной линейки (черт. 1). 3.3. Скручивание измеряют в любой плоскости на нормируемом расстоянии L от базового поперечного сечения. Металлопродукцию укладывают так, чтобы одна из ее сторон в базовом поперечном сечении соприкасалась с плоской поверхностью. 1) измеряют значение отставания D поперечного сечения от плоской поверхности с помощью измерительной линейки или щупа (черт. 5 и 6);

Черт. 5 Черт. 6 2) измеряют значение отставания D поперечного сечения металлопродукции от прилегающей плоскости с помощью угольника, лежащего одной стороной на плоской поверхности, и измерительной линейки или щупом (черт. 7). Угол скручивания a поперечного сечения металлопродукции относительно базового поперечного сечения может быть измерен также угломером.

Скручивание выражается в миллиметрах или градусах на нормируемую длину. 3.4. Разнотолщинность определяется как разность наибольшего S 1 и наименьшего S 2 значения толщины металлопродукции или ее элементов на заданном расстоянии от кромок (черт. 8 и 9).
|
|
|



Выпуклость и вогнутость измеряют с помощью угольника и измерительной линейки или щупом и выражают в миллиметрах. 3.6. Кривизна (серповидность) определяется наибольшим расстоянием между поверхностью металлопродукции и приложенной линейкой или натянутой струной (черт. 11).

Кривизну и серповидность измеряют линейкой или щупом и выражают в миллиметрах на нормируемую длину. 3.7. Овальность определяется как половина разности наибольшего d 1 и наименьшего d 2 диаметров в одном поперечном сечении (черт. 12).Измерения проводят микрометром или штангенциркулем и выражают в миллиметрах.
|
|

(Поправка. ИУС 5-2005 г.) 3.8. Отклонение от угла определяется разностью реального угла a 1 и заданного a 2 (черт. 13 и 14). Отклонение от угла измеряют угломером или измерительной линейкой и выражают в миллиметрах или градусах.


3.9. Косина реза определяется наибольшим расстоянием от плоскости торца металлопродукции до плоскости, перпендикулярной продольным плоскостям металлопродукции и проходящей через крайнюю точку кромки торца или углом a между ними (черт. 15).

Допускается косину реза плоской металлопродукции (листов, полос и слябов) определять как разность диагоналей при условии, что металлопродукция с одного торца имеет прямой угол (черт. 16).Косину реза измеряют измерительной линейкой и угольником или угломером и выражают в миллиметрах или градусах.

3.10. Отклонение от симметричности определяется разностью расстояний противоположных крайних точек, лежащих на поверхности металлопродукции, от оси симметрии (черт. 17). Отклонение от симметричности измеряют измерительной линейкой с помощью угольника.

3.11. Притупление углов измеряют как расстояние от вершины угла, образуемого линиями пересечения смежных граней, до границ притупления. Методика контроля притупления углов квадрата и шестигранника приведена в приложении 4. 3.12. Телескопичность контролируют с помощью измерительной линейки по схеме, представленной на черт. 18.

В - ширина полосы; Т - телескопичность
ПРИЛОЖЕНИЕ
1
Обязательное
ТЕРМИНЫ И ПОЯСНЕНИЯ ОТКЛОНЕНИЙ ФОРМЫ МЕТАЛЛОПРОДУКЦИИ
Таблица 1
|
Пояснение |
||
|
Отклонения от плоскостности |
||
| 1. Выпуклость | Отклонение от плоскостности, при котором удаление точек поверхности поперечного сечения металлопродукции от прилегающей горизонтальной или вертикальной плоскости уменьшается от краев к середине |
|
| 2. Вогнутость | Отклонение от плоскостности, при котором удаление точек поверхности поперечного сечения металлопродукции от прилегающей горизонтальной или вертикальной плоскости увеличивается от краев к середине |
|
| 3. Волнистость | Отклонение от плоскостности, при котором поверхность металлопродукции или ее отдельные части имеют вид чередующихся выпуклостей и вогнутостей, не предусмотренных формой проката |
|
| 4. Коробоватость | Разновидность волнистости в виде местной выпуклости или вогнутости |
|
| 5. Скручивание | Отклонение формы, характеризующееся поворотом поперечного сечения относительно продольной оси металлопродукции |
|
|
Отклонения от прямолинейности |
||
| 6. Кривизна | Отклонение от прямолинейности, при котором не все точки, лежащие на геометрической оси металлопродукции, одинаково удалены от горизонтальной или вертикальной плоскости |
|
| 7. Серповидность | Отклонение формы, при котором кромки листа или полосы в горизонтальной плоскости имеют форму дуги |
|
|
Отклонения формы поперечного сечения проката |
||
| 8. Овальность | Отклонение формы, при котором поперечное сечение круглого проката представляет собой овалообразную форму | |
| 9. Разнотолщинность | Отклонение формы, характеризующееся неравномерностью толщины металлопродукции или ее элементов по ширине или длине |
|
| 10. Прогиб | Отклонение от прямолинейности поперечного сечения металлопроката или его элементов |
|
| 11. Отклонение от угла | Отклонение формы, характеризующееся отклонением угла от заданного. Примечание. Частным видом является отклонение от прямого угла, которое наиболее часто нормируется | |
| 12. Притупление углов | Отклонение формы металлопроката, характеризующееся незаполнением металлом вершин углов при прокате в калибрах валков | |
| 13. Отклонение от симметричности | Отклонение формы поперечного сечения проката, при котором одноименные точки поверхности металлопродукции, лежащие в плоскости, перпендикулярной к оси симметрии, неодиваково удалены от нее | |
|
Отклонение от перпендикулярности |
||
| 14. Косина реза | Отклонение от перпендикулярности, при котором плоскость реза образует с продольными плоскостями металлопродукции угол, отличный от 90° |
|
Отклонения формы листа и ленты |
| 15. Подгиб | Отклонение формы в виде загибов торца, кромки или угла листа и ленты | |
| 16. Неровный торец | Отклонение формы торца, характеризующееся неодинаковым удалением точек его поверхности от прилегающей вертикальной плоскости |
|
|
Отклонения формы рулона |
||
| 17. Рулон со складкой | Отклонение формы рулона, в котором на отдельных участках витков полосы образовались складки | |
| 18. Смятый рулон | Отклонение от круглой формы поперечного сечения рулона | |
| 19. Распущенный рулон | Отклонение формы рулона в виде неплотно сметанной полосы | 20. Телескопичность | Отклонение формы рулона в виде выступов витков на средней или внутренней части рулона |










ПРИЛОЖЕНИЕ
2
Обязательное
ПЕРЕЧЕНЬ СТАНДАРТИЗОВАННЫХ СРЕДСТВ ИЗМЕРЕНИЙ
Таблица 2
|
Контролируемый параметр |
Единица измерения |
Диапазон измерений |
Класс точности, погрешность средств измерений |
Средства измерения |
Отклонения от плоскостности, прямолинейности, симметричности, формы поперечного сечения, разнотолщинность, телескопичность рулонов | Линейка измерительная по ГОСТ 427 |
На общую длину |
Рулетка измерительная металлическая типа РЗ по ГОСТ 7502 |
Класс точности 1; 2 |
Штангенциркуль типа ШЦ- II по ГОСТ 166 |
Класс точности 1; 2 |
Штангенциркуль типа ШЦ-II по ГОСТ 166 |
Класс точности 1 |
Штангенциркуль типа ШЦ-III по ГОСТ 166 | Штангенрейсмус по ГОСТ 164 | Штангенглубиномер по ГОСТ 162 |
Класс точности 1 |
Микрометр типа МК ГОСТ 6507 |
Класс точности 2 |
Микрометр типа МЛ (листовой) ГОСТ 6507 |
Класс точности 1; 2 |
Микрометр типа МТ (трубный) ГОСТ 6507 |
160 ´160 2500 ´1600 |
Класс точности 1; 2; 3 |
Поверочные плиты ГОСТ 10905 |
Класс точности 1; 2 |
Линейка поверочная типа ЛД, ЛТ, ШП ГОСТ 8026 |
Класс точности 1; 2 |
Щупы ТУ 2-034-225-87 |
Класс точности 0; 1 |
Индикаторы часового типа ГОСТ 577 | Отклонение от угла, косина реза | Класс точности 1 | Угольники поверочные ГОСТ 3749 |
Класс точности 1; 2 |
Угольники слесарные типа VIII ГОСТ 3749 |
2°; ±5°; ±15° |
Угломеры с нониусом типа УН и УВ (наружные и внутренние) ГОСТ 5378 | Отклонение от круглости и разнотолщинность |
Наружный диаметр 100; 160; 250; 400 |
Кругломер модели 290 |
Внутренний диаметр 3 |
Микрометр типа МК ГОСТ 6507 |
Нониус 0,1 |
Штангенциркуль ШЦ-II по ГОСТ 166 |
Цена деления 0,1 |
Толщиномеры и стекломеры индикаторные типа ТР 25-60 С-50 ГОСТ 11358 | Микроскоп инструментальный, универсальный типа БМИ |
Нестандартизованные автоматические средства измерения (НСИ) отклонений формы
Таблица 3
|
Контролируемый параметр |
Единица измерения |
Диапазон измерений |
Погрешность измерения |
Дискретность контроля по длине проката |
|
| Отклонение от круглости | % от диаметра | 0-2 % | По ГОСТ 8.051 | Шаг поступательно-вращательного движения от 0,1 до 3 м |
Телевизионный автоматический
измеритель размеров типа
ТАИР-2-6 или Другие оптоэлектронные измерители |
Отклонение от симметричности фасонных профилей | % от ширины | 0-2 % | То же | От 0,1 до 3м |
МЕТОДИКА КОНТРОЛЯ ПРИТУПЛЕНИЯ УГЛОВ ПРОКАТА
Контроль притупления внешних углов квадрата со стороной до 50 мм и шестигранника проводят шаблонами, выполненными в соответствии с черт, 19 и черт, 21. Шаблон с прорезями, имитирующими границы притупления, прикладывают на угол соответствующего профиля. Ширина прорези шаблона (с) квадрата определяется из расчета или . Результаты расчета приведены в табл. 4.Таблица 4
|
Сторона квадрата, а |
||||||
|
Притупление углов, b |
||||||
|
Ширина прорези, с |
Глубина прорези, d |


Контроль притупления D осуществляют по нониусу штангенциркуля, измеренное значение которого не должно превышать допускаемого значения притупления, вычисленного по формуле D =0,15а ´ cos 45°=0,15 a ´ 0,7=0,105 a . При этом границы притупления, определяемого по шкале угольника, не должны превышать значений притупления, установленных стандартом.


Допускаемое значение притупления углов квадрата со стороной свыше 58 мм приведено в табл. 5.
Таблица 5
Ширина прорези шаблона (С) шестигранного проката определяется согласно расчету C =2 b sin 60°, мм. Результаты расчета приведены в табл. 6.Таблица 6
где b - значение притупления углов шестигранника по ГОСТ 2879. Притупление контролируют путем прикладывания шаблона к шестиграннику (черт. 22).ИНФОРМАЦИОННЫЕ ДАННЫЕ
1 РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР РАЗРАБОТЧИКИ С. И. Рудюк, канд. техн. наук; Ю. В. Филонов, канд. техн. наук; В. Ф. Коваленко, канд. техн. наук; В. А. Ена, канд. техн. наук; Г. П. Мастепанова (руководитель работы); В. А. Гудыря2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 26.04.91 № 591 3. ВЗАМЕН ГОСТ 26877-86 4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ|
Номер приложения |
|
|
ГОСТ 8.051-81 |
|
|
ГОСТ 577-68 |
|
|
ГОСТ 2879-88 |
|
|
ГОСТ 3749-77 |
|
|
ГОСТ 5378-88 |
|
|
ГОСТ 6507-90 |
|
|
ГОСТ 7502-80 |
|
|
ГОСТ 8026-75 |
|
|
ГОСТ 10905-86 |
|
|
ГОСТ 11358-89 |
ТУ 2-034-225-87 |
Лекальные линейки изготовляют трех типов: с двусторонним скосом (ЯД)
длиной 80, 125, 200, 320 и 500 мм; трехгранные (ЛТ) - 200 и 320 мм и четырехгранные (ЛЧ) - 200, 320 и 500 мм (рис. 365, а -в). Проверка прямолинейности лекальными линейками производится по способу световой щели (на просвет) или по способу следа. При проверке прямолинейности по способу световой щели лекальную линейку накладывают острой кромкой (рис. 366, б) на проверяемую поверхность, а источник света помещают сзади линейки и детали. Линейку держат строго вертикально на уровне глаз (рис. 366, а), наблюдая за просветом между линейкой и поверхностью в разных местах по длине линейки. Наличие просвета между линейкой и деталью свидетельствует об отклонении от прямолинейности. При достаточном навыке такой способ контроля позволяет уловить просвет от 0,003 до 0,005 мм (3 - 5 мкм).
При проверке способом следа рабочим ребром линейки проводят по чистой проверяемой поверхности. Если поверхность прямолинейна, на ней останется сплошной след; если нет, то след будет прерывистым (пятнами).
Поверочные линейки с широкой рабочей поверхностью изготовляют четырех типов (сечений): прямоугольные ШП (рис. 367, а), двутавровые ШД (рис. 367, б), мостики ШМ (рис. 367, в), угловые трехгранные УТ (рис. 367, г).
В зависимости от допустимых отклонений от прямолинейности поверочные линейки типов ШП, ШД и ШМ делят на три класса: 0, 1 и 2- й, а линейки типа УТ - на два класса: 1-й и 2- й. Линейки 0-го и 1-го классов применяют для контрольных работ высокой точности, а линейки 2-го класса - для монтажных работ средней точности.



Проверка прямолинейности и плоскостности этими линейками производится по линейным отклонениям и по краске (способ пятен). При измерении линейных отклонений от прямолинейности линейку укладывают на проверяемую поверхность или на две мерные плитки одинакового размера. Просветы между линейкой и контролируемой поверхностью измеряют щупом (рис. 368, а).
Точные результаты дает применение полосок папиросной бумаги, которые с определенным интервалом укладывают под линейку. Вытягивая полоску из-под линейки, по силе прижатия каждой из них судят о величине отклонения от прямолинейности (рис. 368, 6).
При проверке на краску рабочую поверхность линейки покрывают тонким слоем краски (сажа, сурик), затем линейку накладывают на проверяемую поверхность и плавно без нажима перемещают по проверяемой поверхности. После этого линейку осторожно снимают и по расположению, и количеству, и величине пятен на поверхности судят о прямолинейности поверхности. При хорошей плоскостности пятна краски располагаются равномерно по всей поверхности. Чем больше количество пятен на проверяемой поверхности квадрата 25 × 25 мм, тем выше плоскостность. Трехгранные поверочные линейки изготовляют с углами 45, 55 и 60° (см. рис. 367, г).
Поверочные плиты (см. рис. 367, а, 6) применяют главным образом для проверки широких поверхностей способом на краску, а также используют в качестве вспомогательных приспособлений при различных контрольных работах в цеховых условиях. Плиты делают из серого мелкозернистого чугуна. По точности рабочей поверхности плиты бывают четырех классов: 0, 1, 2 и 3-й; первые три класса - поверочные плиты, четвертый - разметочные. Проверка на краску при помощи поверочных плит выполняется, как описано выше.
Плиты оберегают от ударов, царапин, загрязнения, после работы тщательно вытирают, смазывают минеральным маслом, скипидаром или вазелином и накрывают деревянным щитом (крышкой).
Линейки ШД, ШМ и УТ недопустимо хранить прислоненными друг к другу, к стене под некоторым углом: они прогибаются и становятся негодными.



